在焊接行业,“持证上岗” 是硬性要求,但焊工证种类多、证上字母代号像 “密码”,不少焊工朋友拿到证看不懂含义,今天把焊工证的核心知识点讲透,不管是考证、辨证还是用工匹配,都能直接用!
焊工证也分为很多种,分清这些种类,能帮助大家更清楚自己需要的是哪种或哪几种证书。焊工证常用的一般分为二种,分别是焊工特种作业操作证、焊工资格证。
最常见也是用得最多的是焊工特种作业操作证和焊工资格证,另外特种设备焊工证则是专门焊接管道用的,所属范围较小,主要是由技术质量监督局(原质监局)颁发。焊工特种作业操作证,俗称焊工上岗证,由应急局(原安监局)颁发,全称是熔化焊接与热切割作业,这个证书主要证明你具有此工种安全操作的知识和能力,一般是6年有效期,每3年一审,复审时间前2-3个月申请复审即可。
焊工相关证件的分类:焊工证是哪三证
1、焊工操作证(特种作业操作证,俗称焊工上岗证)
2、压力容器焊工证(特种设备作业人员证的一个工种)
3、焊工职业资格证(也叫焊工等级证)
4、其他行业焊工证
一、先分清:3 类常见焊工证,别搞混!焊工证有几种?
焊工证不是 “一刀切”,不同证件的主管部门、适用场景、有效期完全不同。
2类核心焊工证对比 焊工证类型对照
1)、特种作业操作证(安监局)
特种作业人员:金属焊接切割作业(电焊、气焊、弧焊、电焊气割),指直接从事容易发生事故、对操作者本人、他人的安全健康及设备、设施的安全可能造成重大危害的作业的从业人员。
2)、特种设备作业人员证(质监局)
特种设备作业人员:指锅炉、压力容器(含气瓶)、压力管道、电梯、起重机械、客运索道、大型游乐设施、场(厂)内专用机动车辆等特种设备的作业人员及相关管理人员,统称特种设备作业人员。
其中特种作业的范围由特种作业目录规定,特种设备作业人员作业种类与项目目录由国家质量监督检验检疫总局统一发布。
焊工职业资格证
由各省、地市的人力资源与社会保障局(厅)统一组织考试,证书盖有该地市职业资格鉴定的公章证书样本全国统一,但各省、地市并不是统一考试
分等级:职业资格证书焊工证初级、中级、高级
行业内俗称:初级工、中级工、高级工
二、证上字母 / 代号到底啥意思?焊工证代码大全
证书编号(焊工证编码)是由2个字母和1个数字组成,特种设备类表示为“TS6”;作业种类代号是由1个字母表示,焊接作业表示为“J”;地区代码是由3个字母表示,即是首次发证部门所在地区的行政区划字母代码;
最让大家头疼的是焊工证上的一串代号,比如SMAW-Ⅱ-5G(K)-8/89-F3J,其实这是 “焊接能力说明书”,每个部分都有明确含义!
1. 手工焊代号结构(7 部分):①-②-③-④-⑤-⑥-⑦
(焊机操作工代号仅3部分:①-③-⑦,无其他项则不填)
- ① 焊接方法代号:比如 SMAW = 焊条电弧焊、GTAW=钨极氩弧焊、GMAW=熔化极气体保护焊、SAW=埋弧焊(常见代号见表2);
- ② 材料类别代号:Ⅰ=碳素钢(Q235、20#)、Ⅱ=低合金钢(16Mn、L360)、Ⅲ=马氏体 / 铁素体不锈钢(1Cr13)、Ⅳ=奥氏体不锈钢(0Cr19Ni9);异种钢用“X/X”表示;
- ③ 试件形式+位置代号:带衬垫加 “(K)”,比如1G=板材平焊、5G=管材水平固定向上焊、6G=管材 45° 固定全位置焊、2FG=管板垂直固定平焊(常见位置代号见表 3);
- ④ 焊缝金属厚度(mm):比如 “8” 代表焊缝厚度8mm;
- ⑤ 试件外径(mm):仅管材焊接标注,比如 “89” 代表管径 89mm;
- ⑥ 焊条 / 填充金属类别代号:F1=钛钙型(J422)、F2=纤维素型(E6010)、F3J=低氢型(J507)、F4=奥氏体不锈钢钛钙型(A102);
- ⑦ 焊接要素代号:01=氩弧焊无填充焊丝、02=氩弧焊实芯焊丝、03=药芯焊丝、09=多道焊。
2. 常见代号速查表(直接对照)焊工证项目代号
表2
| |
|---|
| SMAW=焊条电弧焊、GTAW=钨极氩弧焊、GMAW=气体保护焊焊工证二保焊代码、SAW=埋弧焊 |
| Ⅰ=碳素钢、Ⅱ=低合金钢、Ⅲ=铁素体 / 马氏体不锈钢、Ⅳ=奥氏体不锈钢 |
| 1G=板平焊、2G=板横焊、3G=板立焊、4G=板仰焊、5G=管水平固定、6G=管 45° 固定 |
| F1=钛钙型、F2=纤维素型、F3J=低氢型、F4=不锈钢钛钙型 |
| (K)=带衬垫、5GX=管水平固定向下焊、6GX=管 45° 固定向下焊 |
3. 示例解码:SMAW-Ⅱ-5G (K)-8/89-F3J
- 试件形式+位置:5G (K)(管材水平固定向上焊,带衬垫);
- 要素代号:无(默认手工多道焊)。 通俗说:持证人能用 J507 低氢焊条,焊接 89mm 外径、8mm 壁厚的低合金钢管,水平固定位置带衬垫向上焊,且能全焊透。
(1)厚度为12mm的16MnR 钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW 一Ⅱ一 lG(K)一12 一F3J。(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。(4)板厚为16mm的0Crl9Ni9钢板,采用埋弧自动焊平焊,背面加焊剂垫,焊机无自动跟踪,焊丝为 HOCr21Nil0Ti,焊剂为HJ260,单面施焊二层,填满坡口。三、重要提醒:
1. 证件类型是否匹配场景
- 做普通钢结构焊接:需有 “安监局特种作业操作证”(准操项目含 “熔化焊接与热切割作业”);
- 做锅炉、压力容器:需有 “质监局特种设备焊工证”,且证上批准项目与实际焊接方法、材料、位置一致(比如焊压力容器对接焊,不能用管板角焊的项目);
- 求职加薪:职业资格证等级越高,竞争力越强(高级技师证在大型企业薪资溢价明显)。
2. 有效期与复审状态
- 安监局证:有效期6年,每3年复审1次,逾期未复审自动失效;
- 质监局证:有效期4年,每4年复审1次,2011年7月1日后发证的统一按4年有效期执行;
- 职业资格证:长期有效,无需复审,但需通过技能鉴定升级。








 打开微信扫一扫
打开微信扫一扫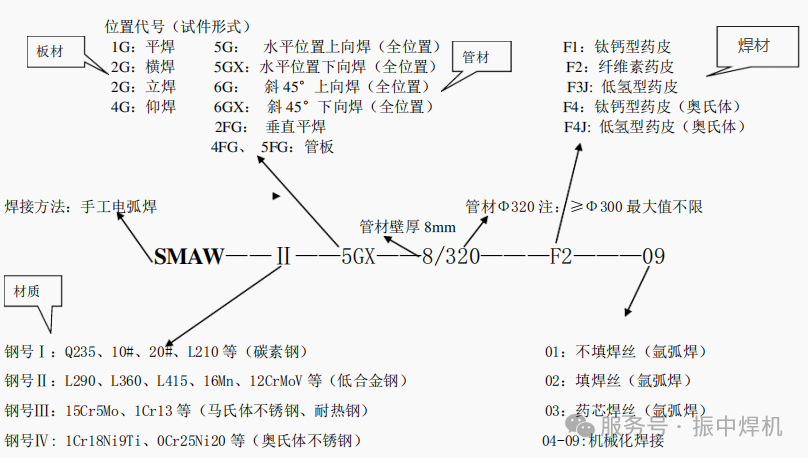



 川公网安备51012102000337号 | 蜀ICP备19021546号-1
川公网安备51012102000337号 | 蜀ICP备19021546号-1